
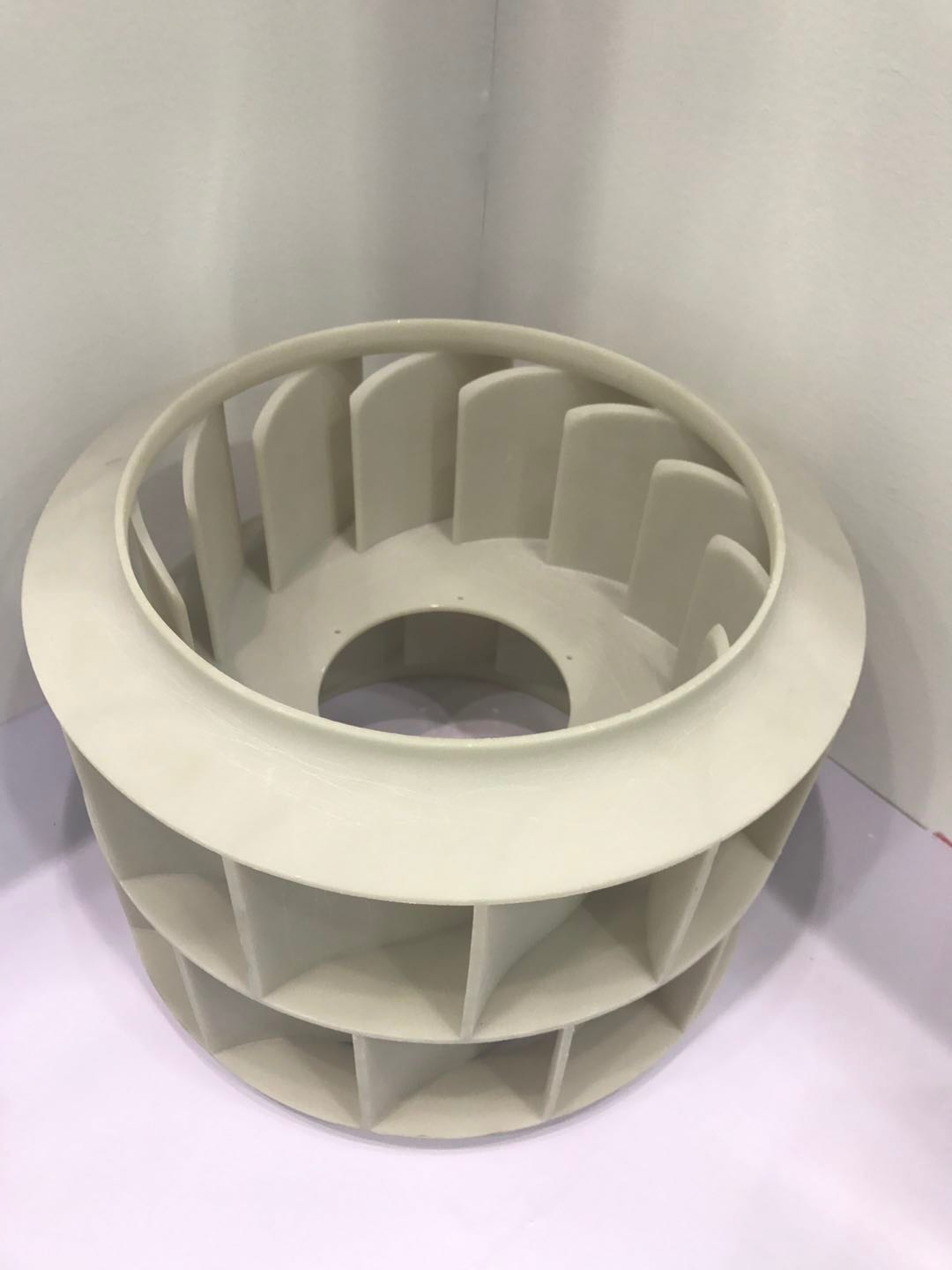



青岛3D打印-SLS选择性激光烧结3D打印
选择性激光烧结加工过程是采用铺粉棍将一层粉末材料平铺在已成型零件的上表面,并加热至恰好低于该粉末烧结点的某一温度,控制系统控制激光束按照该层的截面轮廓在粉末上扫描,使粉末的温度升至熔化点,进行烧结,并与下面已成型的部分实现粘结。当一层截面烧结完成后,工作台下降一个层的厚度,铺料辊又在上面铺上一层均匀密实的粉末,进行新一层截面的烧结,直至完成整个模型。在成型过程中,未经烧结的粉末对模型的空腔和悬臂部分起着支撑作用,不必像SLA工艺那样另行生成支撑工艺结构。SLS使用的激光器是二氧化碳激光器,使用的原料有蜡、聚碳酸酯、尼龙、纤细尼龙、合成尼龙、金属,以及一些发展中的材料等。 当实体构建完成并在原型部分充分冷却后,粉末快速上升至初始位置,将其取出,放置在后处理工作台上,用刷子刷去表面粉末,露出加工件,其余残留的粉末可用压缩空气去除,
工艺特点
优点
选择性激光烧结工艺和其他快速成型工艺相比,其最大的独特性就是能够直接制作,同时该工艺还具有如下一些优点:
1)可采用多种材料。从原理上来说,这种方法可采用加热时粘度降低的任何粉末材料,通过材料或者各类含粘结剂的涂层颗粒制造出任何造型,适应不同的需要。
2)制造工艺比较简单。由于可用多种材料,选择性激光烧结工艺按采用的原料不同,可以直接生产复杂形状的原型、型腔模三维构件或部件及工具。
3)高精度。依赖于使用的材料种类和粒径、产品的几何形状和复杂程度,该工艺一般能达到工件整体范围内±(0.05--2.5)mm的公差。当粉末粒径为0.1mm以下时,成型后的原型精度可达±1%。
4)无需支撑结构。和LOM工艺一样,SLS工艺也无需设计支撑结构,叠层过程中出现的悬空层面可直接由未烧结的粉末来实现支撑。
5)材料利用率高。由于该工艺过程不需要支撑结构,也不像LOM工艺那样出现许多废料,也不需要制作基底支撑,所以该工艺方法在常见的几种快速成型工艺中,材料利用率是最高的,可以认为是100%。SLS工艺中使用的多数粉末的价格较便宜,所以SLS模型的成本相比较来看也是较低的。
6)生产周期短。从CAD设计到零件的加工完成只需几小时到几十小时,整个生产过程数字化,可随时修正、随时制造。这一特点使其特别适合于新产品的开发。
7)与传统工艺方法相结合,可实现快速铸造、快速模具制造、小批量零件输出等功能,为传统制造方法注入新的活力。
8)应用面广。由于成型材料的多样化,使得SLS工艺适合于多种应用领域,如原型设计验证、模具母模、精铸熔模、铸造型壳和型芯等 [1] 。
缺点
选择性激光烧结工艺的缺点也比较突出,具体如下:
1)表面粗糙。由于SLS工艺的原料是粉末状的,原型的建造是由材料粉层经加热熔化而实现逐层粘结的,因此,严格的来说,原型的表面是粉粒状的,因而表面质量不高。 SLS工艺中的粉末粘结是需要激光能源使其加热而达到熔化状态,烧结过程中挥发异味。
2)高分子材料或者粉粒在激光烧结熔化时一般要会发异味气体。
3)有时需要比较复杂的辅助工艺。SLS技术视所用的材料而异,有时需要比较复杂的辅助工艺过程,例如给原材料进行长时间的预先加热、造型完成后需要给模型进行表面浮粉的清理等。
4)做小件或者精件时,精度不如SLA
工艺过程:
材料不同,具体的烧结工艺也有所不同。
1)高分子粉末材料烧结工艺 其过程分为前处理、粉层烧结叠加以及后处理三个阶段。 前处理:此阶段主要完成模型的三维CAD造型,并经STL数据转换后输入到粉末激光烧结快速成型系统中。
粉层激光烧结叠加:在这个阶段,设备根据原型的结构特点,在设定的建造参数下,自动完成原型的逐层粉末烧结叠加过程。当所有叠层自动烧结叠加完成后,需要将原型在成型缸中缓慢冷却至40℃以下,取出原型并进行后处理。 后处理:激光烧结后的PS原型件强度很弱,需要根据使用要求进行渗蜡或渗树脂等补强处理。
2)零件间接烧结工艺 该工艺的过程主要分为三个阶段:SLS原型件(绿件)的制作、粉末烧结件(褐件)的制作、熔渗后处理。 SLS原型件的制作阶段过程为CAD模型——分层切片——激光烧结(SLS)——RP原型(绿件),此阶段的关键在于,如何选用合理的粉末配比和加工工艺参数实现原型件的制作。 “褐件”制作阶段过程为二次烧结(800℃)——三次烧结(1080℃),此阶段的关键在于,烧失原型件中的有机杂质获得具有相对准确形状和强度的金属结构体。 金属熔渗阶段过程为二次烧结(800℃)——三次烧结(1080℃)——金属熔渗——金属件。此阶段的关键在于,选用合适的熔渗材料及工艺,以获得较致密的金属零件。
3)金属零件直接烧结工艺 基于SLS工艺的金属零件直接制造工艺流程为:CAD模型——分层切片——激光烧结(SLS)——RP原型零件——
